 簡體版
簡體版 ENGLISH
ENGLISH
 全國服務熱線:
全國服務熱線:0758-2777969,2777769,2777869
常見問題
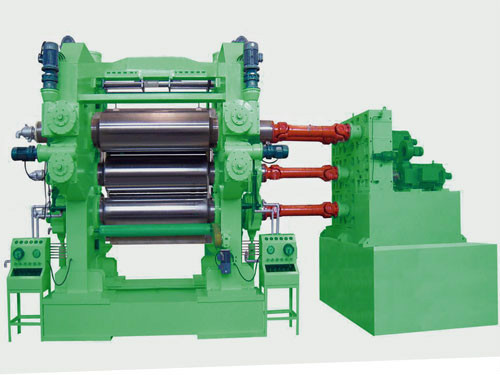
橡膠壓延機輥筒橫壓力及其速度之間的關系
1、生產加工塑膠粒的類型和特性
膠種不同則橫工作壓力不一樣,相同塑膠粒的強度差異,黏度不一樣,則橫工作壓力不一樣。強度、黏度越大,橫工作壓力越大。
2、壓鑄產品厚度
產品壁厚越薄,輥隙越低,分離出來力越大。當輥隙變小時,輥子間會帶來非常大的分離出來力。主要是因為輥隙越低,產品壁厚越薄,輥子間產生剛度壓擠,分離出來力提升。從維護保養輥子的立場,這會對塑膠壓延機是被禁止的。
3、輥子孔徑和壓鑄總寬。
輥子孔徑和壓鑄總寬越大,所形成的橫工作壓力也越大。
4、加膠包邊尺寸(即下料口處存灰量);
加膠包邊越大,輥子工作臺面越大,橫工作壓力可能就越大。
5、輥子速度
塑膠壓延機輥子的速度與橫的壓力關聯較為復雜。
(1)輥子轉速比提升時,企業期限內壓鑄耐磨材料的總數提升,導致橫工作壓力提升;
(2)輥子轉速比提升,耐磨材料摩擦發熱提升,溫度升高造成耐磨材料黏度降低,使橫工作壓力降低;
(3)輥子轉速比提升,使工作壓力提升從而使得橫工作壓力提升等。因此,輥子轉速比和分離出來力的關系是這幾個方面綜合結論。經評測,隨輥子轉速比的提高,橫的壓力提升較為遲緩。
6、輥子溫度
塑膠壓延機輥子加工的溫度高,原材料的黏度越小、流通性就越好,所產生的橫工作壓力也越低。反之越大。
7、加膠方式(持續或間歇性)
當選用塊狀或條形料左右搖擺式投料時,投料還是比較持續均勻,所以對輥子沖擊功效比較小,橫的壓力起伏比較小當選用小塊投料時,投料是間歇性且不均勻,對輥子沖擊功效大,橫的壓力起伏也非常大。
相關新聞
- 自動繞線機的故障可分為幾種類型2021-02-24
- 分析填充機被廣泛使用的原因2021-02-24
- 壓延機應采取的節能方法2021-02-25
- 縮管機在冷凍機零件中的作用是什么2021-02-25
- 縮管機防觸電注意事項2021-02-26
 飛虹客服
飛虹客服
CopyRight @ 2021 肇慶市飛虹機電設備有限公司 All Rights Reserved. admin